Request a Price Quote for a bridge crane, gantry crane, monorail, or custom crane.
Bridge Crane Description:
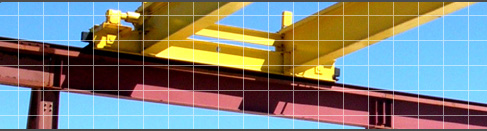
A bridge crane runs on an elevated runway system along the length of a factory and provides three axis of hook motion (X, Y, and Z). The hoist moves the load up and down, the trolley moves the load right and left, and the bridge of the crane moves the load forward and backward. Both single and double girder
overhead traveling bridge crane designs allow very precise hook positioning and gentle load placement. Double girder cranes typically provide better hook height, but single girder cranes offer other advantages depending on your application. Visit the double girder vs. single girder cranes page for more information comparing these types of cranes (such as height, cost, and spans). To save North American Industries contact information to discuss questions or specifications, download our vCard.
Advantages of a bridge crane:
- greatest flexibility
for hook coverage and control over the
load
- fewest number of physical
obstructions on your factory floor

Types of Bridge Cranes
Top Running Bridge Crane:
An ASCE rail or 2" by 2" square bar is installed on top of the runway beams. The wheels ride on the rail rather than directly on the runway beam.
__________________________________________________________
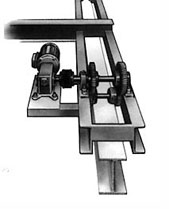
Top Runner Bridge Crane:
By incorporating a pair of single flange wheels, the bridge crane can ride directly on top of our runway beam, without using a costly crane rail. A top runner, as opposed to a top running bridge crane can provide substantial savings in eliminating the need for both purchase and installation of the crane rail. Top runner cranes are just as durable and long lasting; they are built to the same CMAA Class D heavy duty standards for decades of use.
__________________________________________________________
Underhung Bridge Crane:
The end trucks of the underhead bridge crane ride on the bottom flange of the runway beam. Typically, an underhung runway is suspended from the roof of the building and is available only on lighter capacities, usually 10 tons or less. Visit the underhung crane page for more details.
Class D
North American Industries produces Class "D" heavy duty bridge cranes rather than Class "C" moderate duty cranes. Class D cranes are more efficient and require less maintenance. They are designed to make twice as many lifts in an hour and lift the full rated load 30% more often than a moderate duty Class "C" crane.
Hoists supplied on our
cranes are rated
by HMI (Hoist Manufacturers Institute) as H-4 for heavy-duty
use. Many competitors
supply H-3 average duty hoists,
or H-2 infrequent use hoists. See our parts department for
further information on hoists.
Motors on the
bridge and the trolley are 60-minute
motors. A Class "C" crane
uses 30 minute motors. All motors
have Class "F" insulation,
which allows the motor to run hot
and still work well. Competitors’ cranes
often have Class "B" insulation,
which would cause the motor to burn
out at temperatures that our Class “F” motors can withstand easily.
NAI Cranes solve the
problems you may have encountered
with previous
cranes:
If your crane coasts more than a few feet, then it is likely that it uses electric motor brakes and that, like most cranes, the brake pads haven't been replaced (they require replacing or adjusting every 3 months).
We use a mechanical braking system that never needs adjusting or replacing. This provides a gentle, consistent coasting stop that does not vary over time. For cranes that travel over 100 FPM or require quick stopping, we suggest considering the soft-stop feature of a variable speed inverter.
We use a minimum of 2 bearings per wheel. All of our bearings are Class "D" which means they are designed with a minimum life expectancy of 10,000 hours of actual motor on-time. This is double the Class "C" rating - bearings for Class “C” cranes have a minimum life expectancy of 5,000 hours. Our Class "D" bearings are also sealed-for-life and never need lubricating.
Our contactors, rated
for 20,000,000 stop
/ start cycles if
used in conjunction
with inverters or electronic soft
start features, should
never need replacing
under normal operating
conditions. See
our Technical Report
entitled "Electrical
Contactors: How Long
Should They Last?"
NAI pendants are ergonomically
designed to be easily held in one
hand, and are constructed of a durable thermoplastic material.
The pendant cable has 2 steel wires
built into the cable jacket for permanent
strain relief.
Our components--bearings, contactors, gearboxes, motors and electrical systems--are designed to industry standards, and most are readily available throughout the U.S.
All motor name plates
and gearbox name
plates are clearly
labeled with the
original manufacturing
information. And
virtually every spare
part for the crane
(excluding the hoist)
is in
stock here at North
American and can
be shipped immediately.
Our mechanical braking system on the trolley and bridge eliminates the need to adjust brakes on a regular basis (typically every 3 months). There are no brake pads to change or adjust with our mechanical brakes. This will reduce overall maintenance and extend the life of the wheel gears and pinions.
Most
North American Industries’ cranes
also have:
- Sealed ball bearings,
which never
need lubricating and keep out dirt
and grit – a
major cause
of bearing failures in cranes.
- Gearboxes with high-grade
synthetic oil
that never needs changing.
- Automatically resetting
thermal overloads, instead of
fuses, which must
be replaced. These overloads
are placed inside
all 3 motor windings
to assure the
most accurate measurements.
- A cable for the push
button with 2 steel cords built
into the jacket.
The cable
holding the push
button is usually
abused, scraped and used as a ladder.
Ours are able
to handle the
strain.
The wires in the
cable all lay straight, and are
never spiral
wrapped.
- No electric brakes on
the bridge and trolley.
Electric brakes have
brake pads that must
be continually adjusted
and
changed every
1–2
years. If they are not changed, the
crane rolls 10 to 20 feet before stopping.
The operator, in turn, learns to reverse
the crane to stop it. This "Reverse
Plug" will damage the gearbox.
A North American
crane uses a mechanical brake
(high ratio worm
gear reducer) which stops the crane
gently. This device
has
no brake pads
to change and lasts 20 years.
- Approximately 10–20% spare
conductors for
our bridge electrification cable
and our pendant
cable.
If a wire breaks,
you don't have to replace
the cable, just
connect the spare conductor.
- Engineered features
for easy maintenance.
When maintenance
is needed, our cranes are
designed to allow
quick repairs. Our wheels
can be removed
from above. You do not have to
lift the
crane off
the runway rails. Our
electrical
panels are not
crowded, and the wiring diagram
is mounted
inside the
panel.
|